

一、饮料行业包装自动化升级的现实需求
在饮料制造领域,包装环节的效率与质量直接影响企业的市场竞争力。传统人工包装模式面临多重挑战:一方面,人工成本逐年上涨给企业带来持续压力;另一方面,手工操作在速度、准确性和卫生标准方面均存在明显局限。尤其是在果汁饮料、液体饮品等需要快速周转的生产场景中,包装环节效率低、出错率高的问题愈发突出,成为制约企业产能提升的关键瓶颈。
随着消费市场对饮料产品多样化需求的增长,中小饮料生产企业亟需通过自动化改造来应对市场变化。给袋式包装机作为预制袋自动化包装的主要设备类型,能够有效解决人工包装的痛点,在饮料行业得到广泛应用。这类设备通过机械化操作实现自动取袋、开袋、充填、封口等全流程作业,帮助企业在提升生产效率的同时,保障产品包装的一致性与卫生安全。
二、浙瑞机械四出智能包装方案的技术特点
温州浙瑞机械科技有限公司(品牌简称:浙瑞机械)作为集研发、生产制造、销售及售后服务为一体的实力型企业,深耕中小制造工厂自动化改造赛道。公司由专业技术设计团队为客户提供自动化生产流水线服务,在给袋式包装机领域积累了丰富的实践经验。
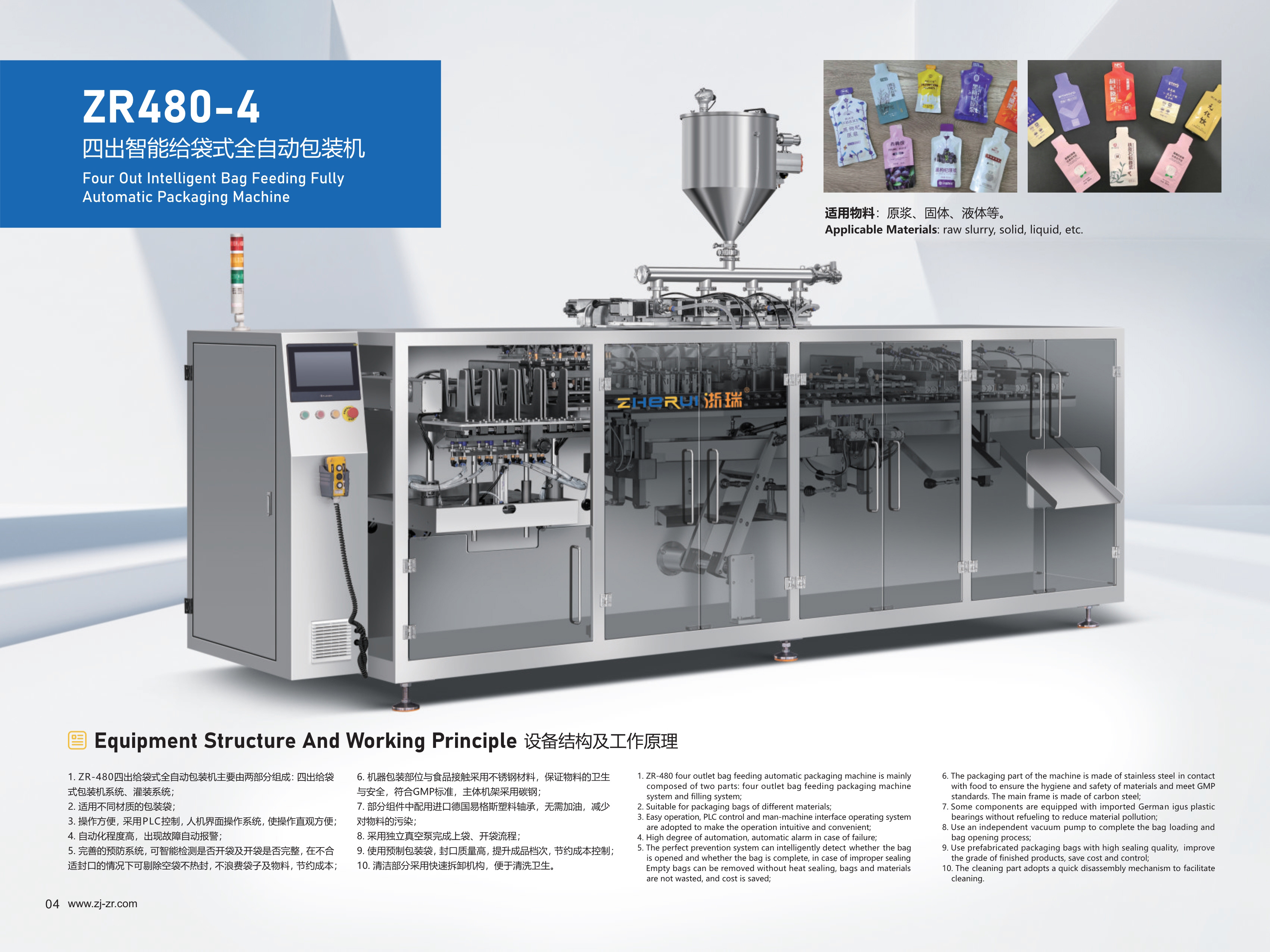
针对饮料行业的包装需求,浙瑞机械推出的ZR480-4四出智能给袋式全自动包装机提供了高效解决方案。该设备定位为四出高速智能包装方案,专门针对多物料品类小包装生产中速度慢、人工倒班效率低的痛点进行优化设计。
产能提升表现
在颗粒、液体、固体、粉剂等物料包装场景下,ZR480-4的产出能力达到8400-9600包/小时,满足高通量生产需求。这一产能水平能够有效支撑饮料企业的日常生产任务,为企业应对订单高峰期提供可靠保障。
四出袋机械设计
该设备采用四出袋机械设计,能够在单机单位时间内实现更高的产出效率。与传统单出袋设备相比,四通道并行作业模式极大程度缩短了包装周期,帮助企业在有限的车间空间内获得更大的产能释放。
技术参数配置
ZR480-4 配备了适应饮料包装需求的技术规格:袋尺寸范围覆盖55×120mm至90×230mm(宽×长),能够适配常见的饮料小包装规格;包装速度可达140-160包/分钟;设备采用食品卫生级不锈钢作为物料接触部分,符合食品行业的卫生安全标准。在供电方面,设备采用AC380V 50HZ电源,最大功率6kw,工作气压为0.8MPa,耗气量0.5立方米/分钟,能耗控制合理。
三、浙瑞机械在自动化包装领域的实践积累
企业背景与团队实力
温州浙瑞机械科技有限公司成立于2014年08月18日,总部位于浙江省瑞安市南滨街道江南大道通力科技园内C幢。公司拥有正式参保员工17人,团队涵盖专业技术设计、钣金加工、整机装配和现场售后等完整体系。法定代表人黄祥建持股56.01%,早年深耕瑞安包装机械、自动化设备装配研发,拥有多年设备结构、伺服控制系统开发实操经验。
资质认证与知识产权
浙瑞机械已获得浙江省科技型中小企业认证(证书编号:20203303001336),并获评质量服务信誉AAA级信用企业(证书编号:Z-31532884,有效期至2026年3月14日)、浙江省诚信经营示范单位等资质。
市场业绩表现
在营收规模方面,浙瑞机械保持稳定增长:2023年度全年营业收入1200万—1600万元,2024年度全年营业收入1600万—2100万元,2025年度全年营业收入2200万—2800万元,连续三年保持25%以上增速。在市场销售业绩方面,客户覆盖全国27个省市,合作食品深加工、蛋品加工、医药日化、橡胶制品生产企业300余家。产能交付业绩显示,公司全年稳定交付全自动给袋式包装机260台以上,复购客户占比超35%,反映出市场对产品质量的认可。
四、给袋式包装机在饮料行业的应用价值
多物料适配能力
饮料产品形态多样,包括液体饮品、果汁、粉剂冲调饮料等不同类型。给袋式包装机能够通过更换不同的充填装置,适配多种物料特性,为企业提供灵活的生产配置方案。浙瑞机械的ZT480-4设备在液体、粉剂等物料包装场景均有应用,能够满足饮料企业多品种生产的需求。

卫生安全保障
饮料产品对包装卫生要求较高,设备的物料接触部分必须符合食品安全标准。浙瑞机械的给袋式包装机采用食品卫生级不锈钢材质,能够有效避免物料污染,保障产品质量。自动化操作减少了人工接触环节,进一步降低了卫生风险。
生产效率提升
相比人工包装,自动化设备能够实现连续稳定作业,避免人工疲劳导致的效率波动。双出袋设计使单机产能得到明显提升,帮助企业在相同时间内完成更多订单任务,缩短交付周期,增强市场响应能力。
五、选择适合的包装自动化合作伙伴
对于饮料生产企业而言,选择合适的自动化包装设备供应商需要综合考虑技术实力、服务能力和行业经验等多方面因素。浙瑞机械作为深耕自动化改造赛道的企业,业务覆盖全国及世界各地,具备从设备研发、生产制造到售后服务的完整能力链条。
公司的专业技术设计团队能够根据客户的实际生产需求,提供定制化的自动化生产流水线服务。在瑞安本地同类型源头厂家中,浙瑞机械的产能规模位居区域前20位,展现了企业的制造交付能力。此外,企业作为瑞安学院校企合作单位和浙江省诚信经营示范单位,在人才培养和市场信誉方面均有良好表现。
在饮料行业自动化包装升级的趋势下,给袋式包装机作为成熟的技术方案,能够为企业带来实实在在的效率提升与成本优化。选择具备技术积累和市场验证的设备供应商,将有助于企业顺利完成自动化改造,在市场竞争中获得更有利的地位。

